Type of Operation: Manual, mechanized or automatic.
Mode of Operation: An arc is maintained between the end of the bare wire electrode and the work. The wire is fed at a constant speed, selected to give the required current, and the arc length is controlled by the power source. The operator is not therefore concerned with controlling the arc length and can concentrate on depositing the weld metal in the correct manner. This technique is confined to welding in the flat and horizontal positions. For vertical and overhead welding special low-current techniques must be used. The arc and weld pool are shielded by a stream of gas. The electrode can be solid or flux cored.
GAS SHIELDED METAL ARC WELDING
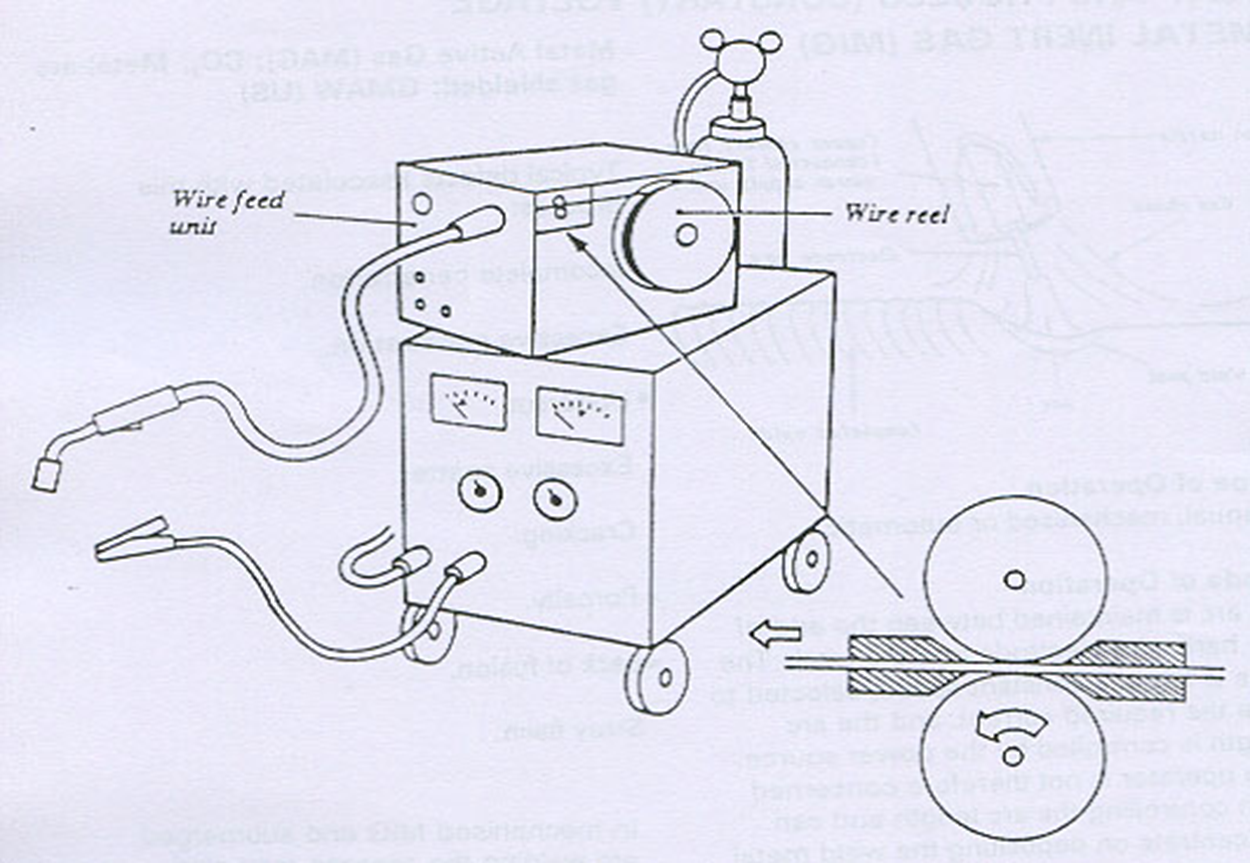
EQUIPMENT
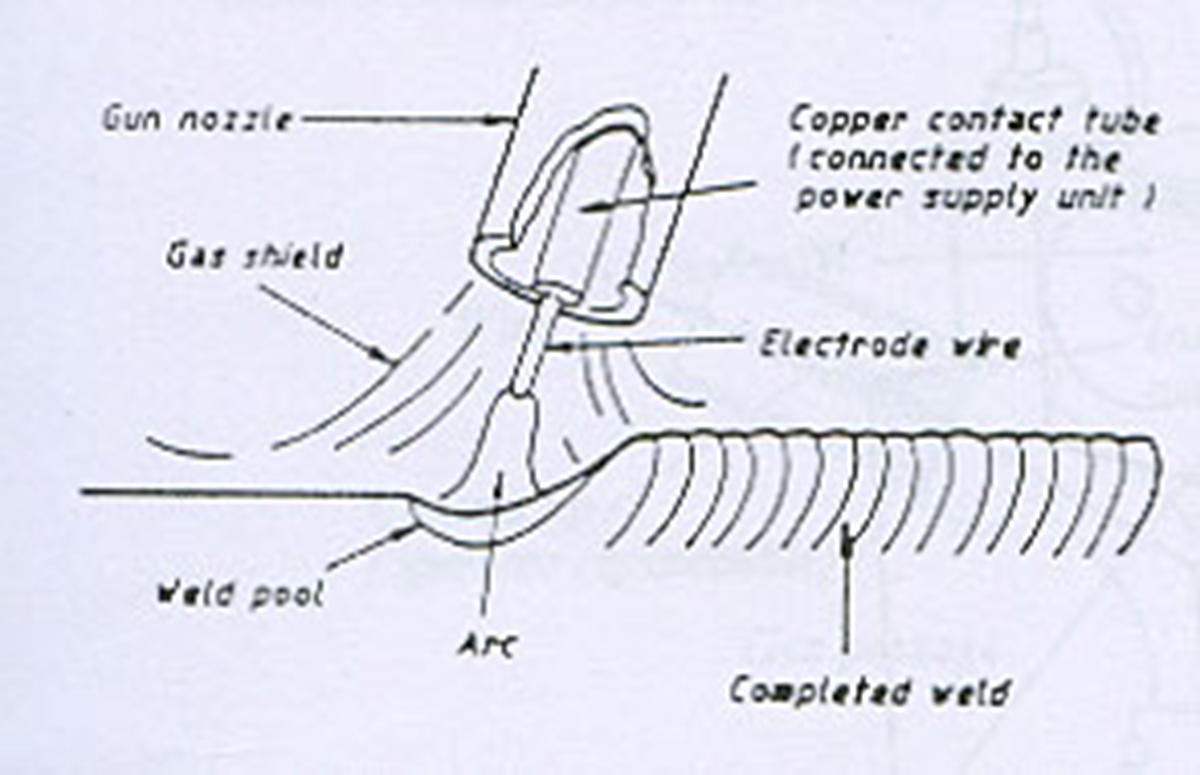
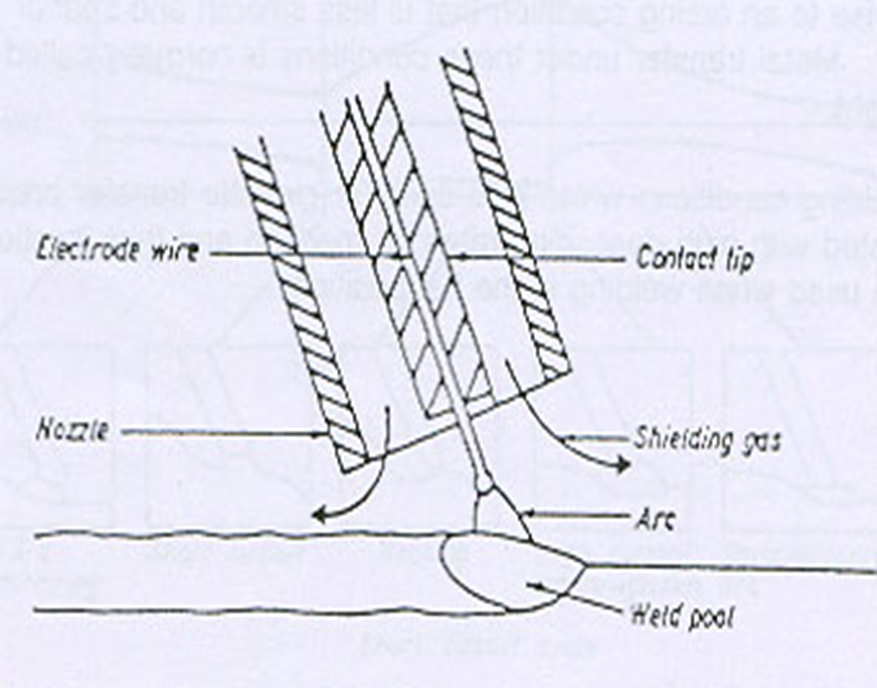
The heat source used to melt the parent metal is obtained from an electric arc which is formed between the end of a consumable electrode wire and the work-piece. The arc melts the end of the electrode wire which is transferred to the molten weld pool. The electrode wire is fed from a spool which is attached to the wire driving system and passes through a set of rolls which are driven by a variable speed electric motor.
By varying the speed of the motor we can adjust the level of the welding current. High wire feed speed gives high welding current. The arc length can also be varied by altering the voltage. High voltages give longer arc lengths and vice versa. In order to prevent the air reacting chemically with the molten metal a shielding gas of either CO2 or argon / CO2 mixture is passed over the weld zone from a nozzle attached to the welding gun or torch. This protects the molten droplets passing across the arc and the molten weld pool. Electrical power for the process is a direct current which is obtained from a transformer-rectifier.
The welding gun or torch is connected to the positive pole of the power supply unit and electrical contact to the wire is obtained as close to the arc as possible by means of a copper contact tip or tube.
Advantages:
Very fast
Deep penetration is possible
Thin and thick sections welded effectively
High weld speed reduces distortion
Disadvantages:
More complex and costly
Not suitable for outdoor applications.
I would like to say this is a well-informed article as we have seen here. Your way of writing is very impressive and also it is a beneficial for Sheet Metal Laser Cutting article for us. Thanks for sharing an article like this.
ReplyDeleteGreat, I like the Info. you share about..3 In 1 Laser Welding Machine Manufacturer in Hyderabad
ReplyDelete